Yeast supplements include live yeast, yeast cell wall (YCW), purified outer layer of cell wall components such as mannooligosaccharide (MOS) and β-glucans, purified inner layer of cell wall, and yeast extract products. It is generally accepted that yeast products can improve pig gut health via improved gut integrity and maintenance of a healthy microbiome, leading to increased nutrition absorption, and thus improved overall pig performance.
Live yeast refers to yeast cells that are still alive and active. It is often used to improve digestion and promote gut health for ruminant animals.
After autolysis (using the yeast’s own enzymes) or hydrolysis (using added exogenous enzymes), the yeast extract and cell walls are separated using centrifugation before being dried. Usually, the yeast extract via autolysis contains higher levels of yeast nucleotides. However, the yeast extract via hydrolysis is more applicable due to a low salt concentration.
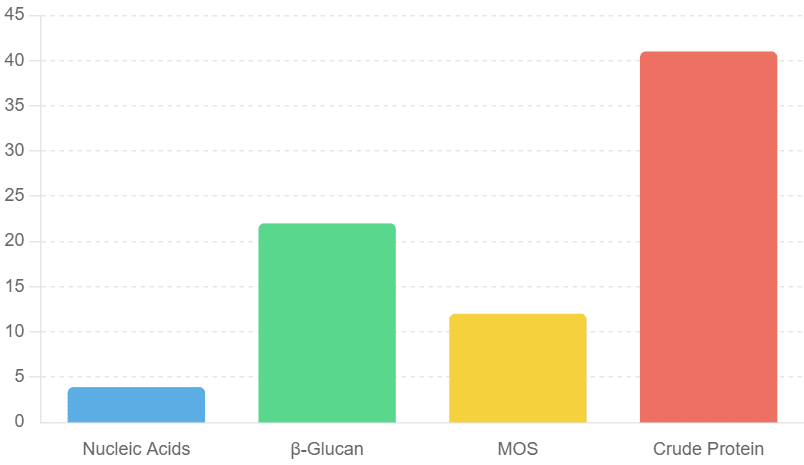
The composition of autolyzed yeast (AY)
The composition of autolyzed yeast (AY) has been summarized as 3.5-3.9% nucleic acids, 11-22% of β-glucan, 3-12% MOS, and 30-41% crude protein. Adding 0.2-0.5% AY to pig diets could improve the performance and immune function of weaned and finished pigs.
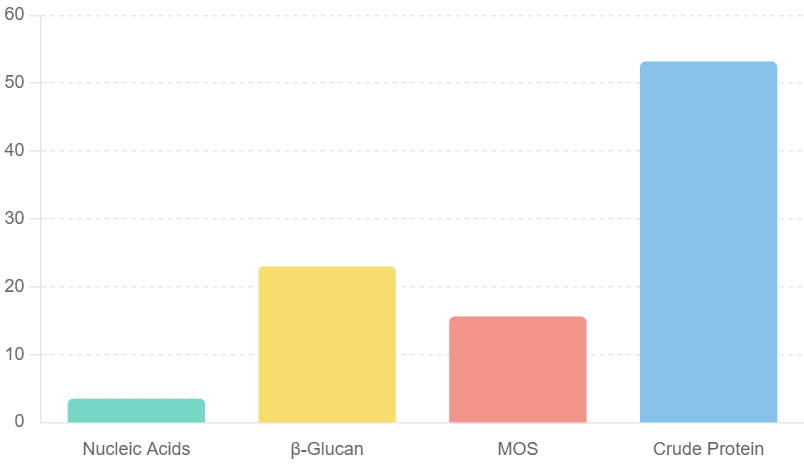
The composition of hydrolysed yeast (HY)
The composition of hydrolysed yeast (HY) includes 3.5% nucleic acids, 22.43-23% β-glucan, 15-15.6% MOS, and 40-53.2% crude protein. The effective inclusion rates of HY in diets for the weaned, grower, and finisher periods are 0.1-0.2%, 0.05-1.0%, and 0.1%, respectively.
The yeast cell wall fraction is mainly composed of polysaccharides, making up 15 to 30% of the dry weight of the whole cell. The inner layer of the cell wall mainly contains β-D-glucans which is used as the organic mycotoxin binder. Supplemental levels of the mycotoxin binder are recommended around 0.1 to 0.2%
The outer layer of the yeast cell wall is made of MOS and β-glucans. Adding purified β-glucan to early weaned piglets dets showed protective effects against E Coli infection by reducing bacterial excretion and diarrhoea. The recommended dosage of β-glucan is 100-200 ppm or 100 -200 g/MT feed. The purified MOS can attach the bacterial surface, and then protect the colonization of bacteria in the intestinal tract. Supplementation of MOS in the range of 500 to 1000 ppm or 500 g to 1 kg /MT feed.
In addition, approximately 1-20% of total nitrogen in yeast are derived from nucleic acids. Nucleotides are significantly required by cell replication process, particularly intestinal epithelial and lymphoid cells. Nucleotides are also important in immune system maintenance and prevent oxidative stress. The purified Nucleotide inosine monophosphate (IMP) is commercially available and recommended supplemental levels are ranged 500 ppm to 1000 ppm or 500 to 1000 g/Kg feed.
A study compiled by our Redox Animal Nutritionists.
Yucca schidigera is an herbaceous plant of lily family, native to the deserts of the southwestern United State and northern Mexico. It contains two active compounds: at least 10.5% steroidal saponins and polyphenols. Saponins are similarly in structure to Glucocorticoids in animals.
Previously It was thought that the Yucca extract could bind ammonia and therefore reduce its emission from pets and other animals. However, ammonia concentrations in the gut are at least 100-fold greater than the concentrations of the yucca extract. Currently it is believed that the high circulating levels of Glucocorticoid in response to various oxidative stress including heat stress result in enhanced degradation of amino acids to generate ammonia and reduced protein synthesis in skeleton muscle.
Under conditions of the oxidative stress including heat stress, the Yucca extract can block the bonding of glucocorticoids to their receptors in cells. Thus, the yucca extract could alleviate the oxidative stress including heat stress and reduce ammonium emission in the stress situation (Table 1). When broiler chickens were housed at an average ambient temperature of 24˚C, dietary supplementation of Yucca extract (120 ppm and 180 ppm) did not affect the feed intake or body weight gain (Wu, 2018). However, in table 1, when the ambient temperature was naturally elevated from 27˚C to 37˚C, the Yucca supplementation improved body weight gain by 38-43% and FCR 46% to 52% compared with the control group.
Table 1 The effect of the addition of the Yucca extract on broiler chicken performance under the heat stress

Yucca saponins also have anti-protozoal activity by supressing protozoal infection of the intestine. It is reported that Yucca saponins could bind with cholesterol in protozoal cell membrane and destroy the integrity of the protozoal membrane. Coccidiosis is one of the main challenges for the worldwide poultry industry. Although coccidiostats are often rotated, the poultry industry is challenged by resistance of the Eimeria parasites to these treatments. In a recent trial conducted in the Europe, Kozlowski et al (2022) reported that both the anticoccidial and 500 g/Mt Yucca supplementation showed significant improvement in body weight (2150 g and 2058 g vs. 1998 g, Table 2)
It is now also reported that Yucca polyphenolics have anti-inflammatory activity and could prevent arthritis. The generation of reactive oxygen species such as nitric oxide is an important factor in the development of rheumatic arthritis. Yucca polyphenolics may inhibit nitric oxide production and prevent arthritis.
Table 2. The effect of supplemental Yucca extract on challenged chicken performance (d1-35)

A study compiled by our Redox Animal Nutritionists.
Redox proudly represents Evonik in Australia & New Zealand for their exceptional range of VISIOMER® Specialty Methacrylates.
Within the domain of macromolecular chemistry, the remarkable adaptability and efficacy of methacrylate monomers have long been acknowledged and celebrated. These versatile building blocks have solidified their indispensable status across numerous industries and applications. VISIOMER® Specialty Methacrylates have emerged as essential components, harnessing their diverse capabilities to unlock endless possibilities.
Applications & benefits
From adhesives and paints to coatings, composite resins, construction materials, and an array of unique applications, VISIOMER® Specialty Methacrylates offer individuality and sustainability, enabling exceptional effects for products across a broad spectrum.
Let us explore a selection of industries and the corresponding advantages conferred by VISIOMER® methacrylates:
Protective coatings
- Excellent weather- and scratch resistance
- SB coatings with low VOC, fast physical drying and outstanding levelling and gloss
- Excellent adhesion and corrosion resistance
Architectural Coatings
- Excellent shear stability, viscosity control and adhesion of emulsion paints to a variety of substrates
- Higher resistance against polar chemicals
- Resins with low carbon footprint
Adhesives
- Enhanced cohesive strength and resistance
- Formulation components with low hazard potential
- Increased adhesion to polar surfaces
Construction
- Fast curing, even at low temperatures
- Low-odour, reactive diluent
- Chemical stability
The remarkable potential of these specialty chemicals extends far beyond their primary applications, opening up limitless opportunities for generating unique and environmentally friendly effects across a multitude of industries, including adhesives, construction, composite resins and a whole range of specialty applications – Electrical insulation varnishes, surfactants, thickeners and 3D printing used in dental compounds, adhesives for dental applications and 3D printed aligners.
Sustainable performance
What sets the VISIOMER® line of biobased specialty methacrylate monomers apart is their exceptional ability to deliver outstanding results while prioritising sustainability. With a steadfast commitment to environmental responsibility, these methacrylates offer top-tier performance and serve as a greener alternative.
Evonik has been manufacturing monomers for over ten years using biobased and recycled raw materials, comprising up to 85% of the composition. These monomers fall under the renowned brand VISIOMER® Terra, reflecting our commitment to safeguarding the environment and addressing climate change while maintaining excellent performance standards. Not only are VISIOMER® Terra biobased monomers required to meet stringent performance criteria, but they must also possess low hazard potential and promote environmental friendliness. As their popularity continues to rise, these monomers become more affordable, ensuring wider accessibility.
How Can Redox Help?
With Redox, rest assured that our unwavering commitment to excellence will empower your business.
Contact us today to discover how we can be an essential partner in your sourcing strategy.
Peppermint oil, extracted from the peppermint plant (Mentha × Piperita), has been cherished for its refreshing fragrance and diverse applications across various industries. From ancient remedies to their role in delightful cuisines, let’s delve into the history, uses, and multiple sectors that have embraced the essence of peppermint oil.
Peppermint, a hybrid mint, is believed to have originated from blending watermint and spearmint. Its use dates back to ancient civilisations, with records of its medicinal properties found in Egyptian tombs dating back to 1000 BC.
The herb and its oil gained prominence in traditional medicine, and their popularity spread across Europe and Asia over the centuries.
Culinary Delights
In the culinary world, peppermint oil is a prized ingredient that adds freshness to various dishes and beverages. From peppermint-flavoured candies to teas, chocolates, and even savoury dishes, its versatile and intense flavour profile has made it a staple in kitchens worldwide.
The cooling sensation it imparts is particularly popular in desserts and confections.

Peppermint oil’s invigorating aroma has also made it a star in aromatherapy and personal care products. Its menthol-rich composition creates a refreshing and awakening atmosphere, making it a common choice for candles, diffusers, bath products, and skincare items.
Medicinal Uses
As mentioned earlier, Peppermint oil has a storied history in traditional medicine for its potential health benefits. Its soothing properties have been used to alleviate digestive issues, relieve headaches, and even ease respiratory discomfort.
Today, it continues to be a popular component in over-the-counter remedies and natural health products.
The pharmaceutical and cosmetic industries extensively use peppermint oil for its therapeutic properties to soothe inflammation, irritation and itchiness on skin and scalp. It can also be found in medicines for indigestion, respiratory issues, and topical analgesics. It also adds a refreshing cooling and soothing effects, to skin care products, shampoos, and oral care items in cosmetics.
Agricultural Applications of Peppermint Oil
Beyond human consumption, peppermint oil plays a role in agriculture. It is often used as a natural pesticide, repelling insects and pests from crops without the need for chemicals.
This eco-friendly aspect has led to the integration of peppermint oil in sustainable farming practices.

How can we help?
Whether you’re in the culinary industry, seeking to enhance your dishes, or in the aromatherapy and personal care industry, aiming to create products that invigorate the senses, we have you covered.
Our peppermint oil is versatile and comes in various package sizes to meet your requirements for applications in pharmaceuticals, cosmetics, agriculture and more.
Contact us today to explore how Redox can be the essential catalyst in your sourcing strategy, providing you with unmatched expertise and top-notch solutions.
It is well known that in the current floor pen with deep litter system, day old broiler chickens could benefit from non-starch polysaccharides components in the litter to establish the dynamic microbiota. However, when the intestinal microbiota becomes complex and diversified over time and environmental conditions, long term exposure to faeces and ammonia pollution environments has a higher risk of infection with pathogenic bacteria and parasites.
For decades, chicken enteric disease including necrotic enteritis (NE) and coccidiosis have been controlled by using antibiotic growth promoters (AGP) and coccidiostats. However, due to the development of antibiotic resistance in bacteria and coccidiosis, which is a threat to animal and human health, the use of AGP and coccidiostats has been restricted or banned in the poultry industry. Thus, alternatives production strategies including vaccinations, organic acids, prebiotics, probiotics, essential oils, postbiotics or yeast peptides to control NE and coccidiosis have been explored.
The Glucose Oxidase (GOD) is exogenously produced by specific fungi fermentation to oxidize β-D-Glucose into gluconic acid and hydrogen peroxide, consuming large amounts of oxygen at the same time in the chicken gut. Therefore, it can protect against oxidative stress and directly kill some pathogenic bacteria or Eimeria parasites. Gluconic acid is a kind of organic acid, which acts as an acidifier in the intestine to produce the short chain fatty acids such as butyric acid. GOD also plays an important role in colour development, flavour, texture, and increasing the shelf life of food products. Due to its characteristics of producing natural acid, deoxygenation and sterilization, GOD has been defined in AAFCO list as 70.3 and widely used in animal production.
Recently, the University of New England (UNE) conducted a NE challenging trial to investigate the GOD potentials to ameliorate the impact of NE on chicken performance and intestinal health. The standard, positive controls (PC) were formulated based on wheat-sorghum-soybean meal as the commercial diets. Negative control (NC) chickens were challenged with Eimeria parasites at day 9 and clostridium perfringens at day 14. Another 4 treatments consist of PC or NC diets supplemented with antibiotics, GOD 100 g/MT, 200 g/MT and 300 g/MT, respectively.
The effect of GOD on chicken performance before challenging was shown in Figure 1. It is clearly shown that adding GOD significantly improved chicken body weight gain by 9% and FCR was improved by 10 points. From the growth point of view, AGP supplementation did not show any impact on chicken body weight gain and FCR.
However, during the challenging period (Figure 2), AGP significantly improved the chicken body weight gain and FCR compared with the positive control. Interestingly, during the recovery period (Figure 3) or chickens had the longer-term exposure to faeces and ammonia pollution, chickens in positive control and supplemented with the lowest GOD showed worst performance, but chickens in the negative control showed the best performance, possibly due to that Eimeria challenged birds boomed their immune system for the possible coccidiosis infection. It might also imply that supplementation of GOD could replace both coccidiostat AGP.
However, the lower level of GOD might have the negative effect of Eimeria vaccination.
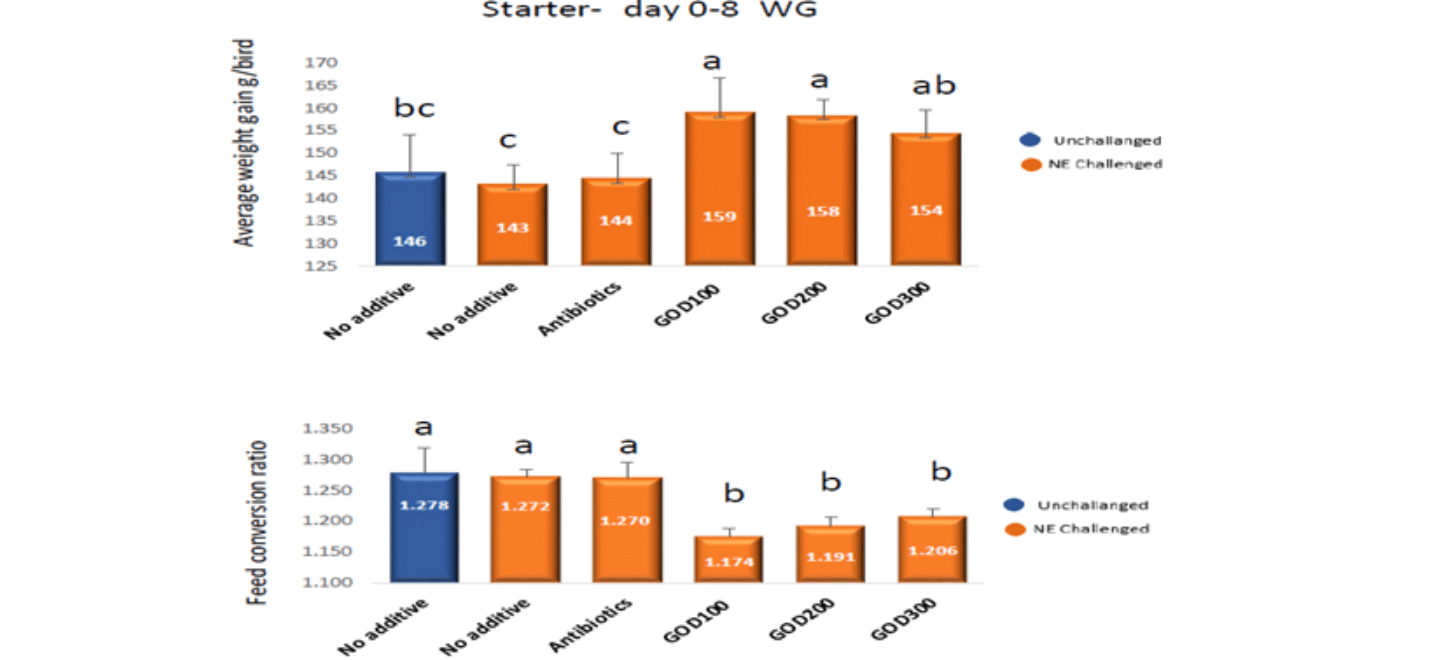
Figure 1. The effect of GOD on chicken performance before challenging.
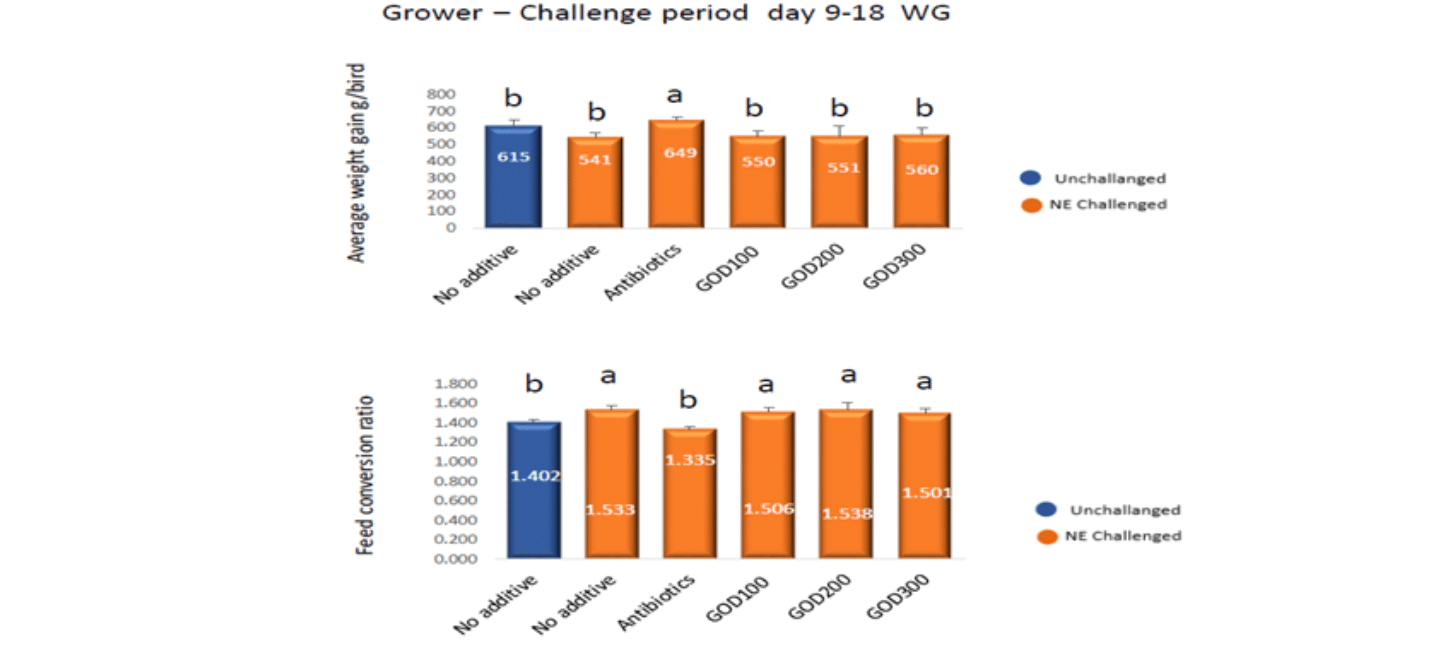
Figure 2. The effect of GOD on chicken performance during challenging.
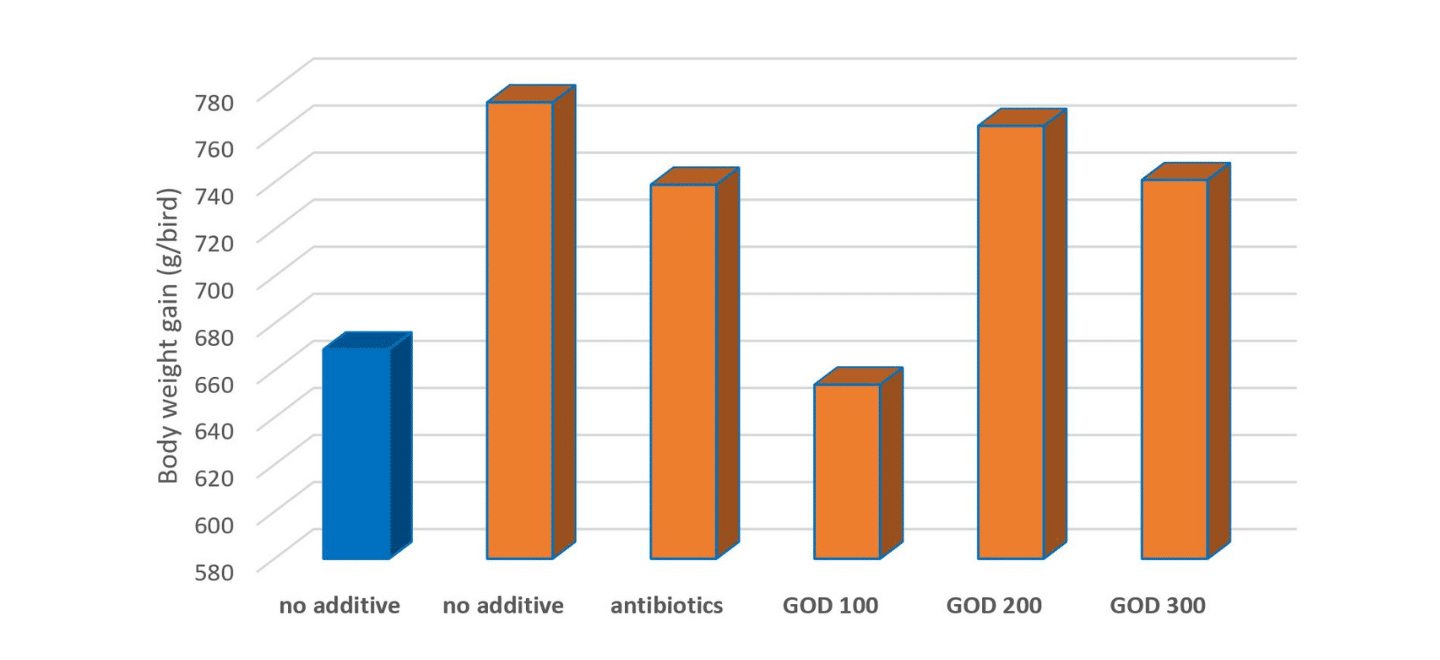
Figure 3. Efeect of GOD on chicken body weight gain after challenging period (d 28-35)
A study compiled by our Redox Animal Nutritionists.
Rumen microorganisms can utilize non-protein nitrogen (NPN) such as ammonia to synthesis rumen microbial proteins for cattle and sheep. Urea is a cheap source of NPN but the hydrolysis rate of urea in the rumen is speedy and exceeds the ammonia utilisation rate of rumen microorganism. Surplus ammonia is harmful to the animal and is also associated with increased methane production. Coated urea is designed to provide a controlled release of urea in the rumen, allowing for a more efficient utilisation of nitrogen by rumen microbes.
In Figure 1, it is clearly shown that compared with Menogen plus (the coated urea), normal urea is almost completely degraded within 20 minutes. On the other hand, the degradation rate of soybean meal or canola meal is too slow. Within 8 hours, the degradation rate of soybean meal and canola meal is about 50% and 30%, respectively, considered as the good source of rumen undegraded protein.
However, less ammonia concentration may not provide sufficient nitrogen source for rumen microorganisms to effectively synthesise rumen microbial protein. Therefore, addition of the coated urea could provide stable nitrogen supply for rumen microbes. It is reported that providing 90 grams coated urea per day per cow could replace 450 grams soybean meal and increase milk production by 0.85 kg per day per cow.
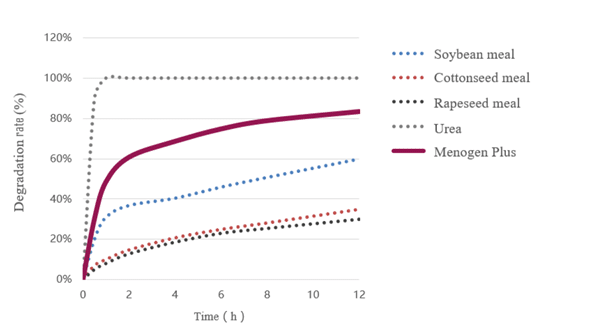
Figure 1. The degradation rate of different nitrogen sources in Rumen
In summary, this controlled release urea can lead to several benefits in terms of methane reduction and overall animal nutrition:
- Reduced ammonia levels:
The coated urea undergoes gradual hydrolysis in the rumen, releasing ammonia at a controlled rate. This controlled ammonia release ensures a stable nitrogen supply for rumen microbes, reducing excess levels. High ammonia levels in the rumen are associated with increased methane production.
- Improved microbial protein synthesis:
The coated urea supports the growth of rumen microbes by providing a steady and controlled supply of ammonia. These microbes are responsible for breaking down fibrous materials and producing microbial protein. Efficient microbial protein synthesis can lead to improved feed digestion and reduce d methane emissions.
- Optimised nitrogen utilisation:
The coated urea allows for better synchronisation between available nitrogen and microbial needs. This synchronisation can lead to improved utilisation of dietary protein and reduced excretion of nitrogen in the form of urea. Lower nitrogen excretion can contribute to reduced ammonia levels and subsequently, reduced methane production.
- Balanced rumen environment:
The coated urea helps in maintaining a stable rumen PH and stable pH conditions are conductive to the growth of specific microbes that produce less methane during feed digestion.
- Increased fibre digestibility:
Improved microbial efficiency and balanced rumen pH can enhance the digestion of fibrous materials. Enhanced fibre digestion results in fewer substrates available for methane-producing microbes, leading to reduced methane emission.
A study compiled by our Redox Animal Nutritionists.
Layer chickens’ dietary fibre comprises a significant part of plant feedstuffs and is chemically defined as the non-starch polysaccharides (NSP). The NSP include various fibre types such as lignin, β-glucans, arabinoxylans, uranic acid, galactose, and mannose.
Soluble NSP such as arabinoxylans in wheat or mannans in soybean meal will increase the chicken gut viscosity, resulting in detrimental effect on chicken performance and egg production. Therefore, adding xylanase and β-mannnase blend to layer chicken wheat-soy based diets could remove these anti-national factors and reduce the energy cost of immune responses.
Recently, White et al (2021) reported that adding β-mannnanase to the corn-soy based diets for laying hens significantly increased egg production by 6% (88.55% vs 94.94%). In laying chickens feed formulation, adding β-mannanase could save about 100 Kcal/kg apparent metabolizable energy (AME) and 1%-unit crude protein level.
In Germany, VTR conducted a layer chicken trial to investigate the effect of the exogenous xylanase on egg production and apparent N-corrected metabolizable energy (AMEn). On the base of a standard corn-wheat-soybean meal diets, 100, 150, and 200 grams/Mt xylanase were added to include a total of 4 treatments. The effect of xylanase on egg production and egg quality was listed in Table 1. It is clearly shown that adding 200 g/MT xylanase increased egg production by 1.8% and significantly reduced dirty and broken eggs. It cam also increase about 150 kcal AMEn.
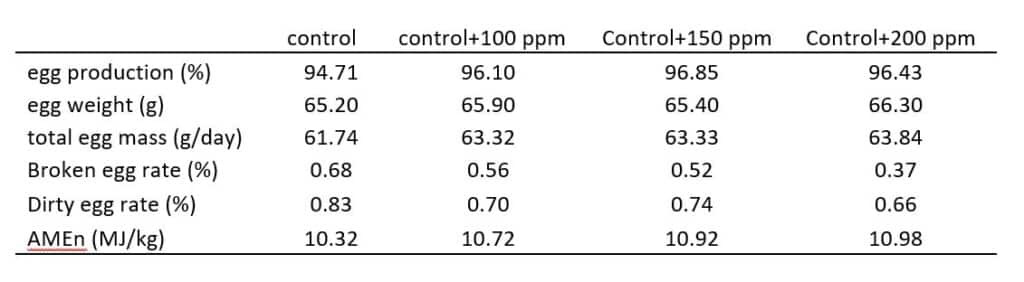
Table 1. The effect of Xylanase on egg production and egg quality (week 25 to week 32)
On the other hand, the insoluble NSP such as lignocellulos have a positive effect on animal health and productivity. In particular, for free rage layer chickens, feather pecking, and cannibalism are a serious problem and the increased insoluble NSP or fibre has been widely shown to reduce feather pecking and cannibalistic behaviours. This effect is generally attributed to increased time spent eating, thus reducing redirected behaviours. JELUVET®lignucellulose contains 67.7% crude fibre, mainly comprising of cellulose and hemicellulos (62%). Therefore, it is a good source of insoluble NSP to reduce feather pecking for free range layer chickens.
A study compiled by our Redox Animal Nutritionists.
Nitrate of soda, scientifically known as sodium nitrate (NaNO3), is a versatile compound that has played a crucial role in various industries throughout history. From agriculture to manufacturing, this compound has proven itself indispensable. Let’s delve into the fascinating story of Nitrate of soda, exploring its uses, historical significance, and impact on different sectors.
Historical Roots
The history of Nitrate of soda is intertwined with the development of the mining industry. Deposits of sodium nitrate were discovered in Chile’s vast and arid landscapes in the early 19th century. The substance was initially known as “Chile saltpeter,” reflecting its origin and economic importance.
As demand grew, Nitrate of soda became a sought-after commodity, sparking a thriving industry in Chile and beyond.

Workers loading nitrate onto ships, Pisagua, Chile, 19th Century. In 1810 large nitrate (salitre or saltpeter) deposits were discovered in the Corregimiento de Tarapaca, and Pisagua became an important port due to its major role in the export of this product.
Agricultural Marvel
One of the primary and enduring uses of Nitrate of soda is in agriculture.
Its high solubility in water makes it an excellent source of nitrogen, a vital nutrient for plant growth. Farmers worldwide have utilised Nitrate of soda as a nitrogen-rich fertiliser to enhance soil fertility and promote robust plant development.
Its effectiveness in providing immediate nourishment to crops has made it a staple in modern agricultural practices.
Industrial and Manufacturing Uses for Nitrate of soda
Nitrate of soda’s applications extend beyond agriculture and explosives. It serves as a reducing agent, decolourising agent, and even a component in producing certain chemicals in various industrial processes.
Its solubility and chemical properties are valuable in diverse manufacturing sectors, including glass, dyes, and metal treatment.
Explosive Applications
During the early 20th century, Nitrate of soda found another critical application – in producing explosives. Ammonium nitrate, a derivative of Nitrate of soda, became crucial in manufacturing explosives and munitions.
This application played a significant role during wartime, highlighting the compound’s versatility in peaceful and wartime industries.
Other industry uses for Nitrate of soda
Some other sectors where sodium nitrate is commonly used include:
- Food Preservation – Sodium nitrate is used as a preservative in cured meats, such as bacon and hot dogs, to prevent the growth of bacteria and extend shelf life. It also helps maintain the colour and flavour of the meat.
- Chemical Industry – Sodium nitrate is used in the chemical industry to produce various chemicals, including nitric acid, a precursor to many chemical compounds.
- Metallurgy – Sodium nitrate is used in specific metal treatment processes, such as surface hardening and corrosion prevention.
- Pharmaceuticals – In the pharmaceutical industry, sodium nitrate can be used to formulate certain medications and pharmaceutical products.
- Textile Industry – Sodium nitrate is used in dyeing and printing textiles, acting as an oxidising agent in some dyeing processes.
- Heat Transfer Fluids – Sodium nitrate is used in some heat transfer fluids, especially in solar thermal power plants, where it serves as a heat storage medium.
- Pyrotechnics Sodium nitrate is used to formulate certain fireworks and pyrotechnic devices as oxidising agents.

By inhibiting bacterial proliferation, sodium nitrate helps extend the shelf life of these cured meat products, contributing to their longevity and maintaining their quality over time.
As you can see, Nitrate of soda stands as a testament to the dynamic relationship between human innovation and the resources our planet provides. From its humble origins in Chile to its widespread applications across industries, Nitrate of soda continues to shape our world.
How can we help?
With extensive, well-established networks in the agricultural, mining, explosives, and other Nitrate-dependent industries, contact us today to delve into competitive pricing for Nitrate of Soda.
Ensure you maintain a leading position in your market and uncover how we can be a crucial partner in shaping your procurement strategy.
In the often-overlooked realm of soil lies a bustling ecosystem teeming with microorganisms, where a mere teaspoon of soil houses more life than the entire human population on Earth. This intricate world is vital in maintaining soil fertility, influencing nutrient cycling, enhancing plant growth, and even breaking down toxic substances.
Microbial Abundance and Importance:
Delving into the microscopic universe, we find staggering numbers: a kilogram of fertile soil can host 500 billion bacteria, 10 billion actinomycetes, and 1 billion fungi. These microorganisms play a crucial role in soil fertility by cycling nutrients, improving structure, and supporting plant health. They also act as nature’s recyclers, breaking down toxic substances through enzymatic activities.
Factors Influencing Microbial Presence:
Various factors, such as temperature, humidity, oxygen levels, soil pH, nutrient availability, and management practices, influence the presence and activity of microorganisms in the soil. Temperature, in particular, plays a pivotal role in microbial development; at very low temperatures, the enzymatic activity of these organisms is reduced, and protein denaturation may occur at high temperatures.
Humidity and oxygen concentrations also have an important role; in well-aerated soil, there will be greater energy production, a more significant population, and activity of microorganisms. For example, thiobacillus, vital in solubilisation, works more quickly under warm and moist conditions. Low temperatures slow the action of Thiobacillus bacteria.
Microbial Fertilisers and Their Role:
Microbial fertilisers contribute to soil and plant health, comprising bacteria, algae, fungi, and biological compounds. These microbes colonise the rhizosphere upon application, multiplying rapidly and producing trillions of beneficial organisms within a few days. These microbes can act as biological predators, producing antibiotics, enzymes against pathogens, and phytohormone production that benefit plant growth.
Microbial Benefits:
The advantages of soil microorganisms are multifaceted. They help control the spread of diseases through competition, antibiosis, parasitism, and resistance induction. These tiny life forms also play vital roles in nutrient mineralisation, phosphate solubilisation, and controlling soil salinity.

Microorganisms improve a plant’s ability to withstand environmental stresses like water scarcity by employing different mechanisms, such as producing substances that keep the roots hydrated.
Moreover, microorganisms aid in bioremediation, mitigating phytotoxicity and heavy metal contamination by metabolising these substances into inert forms. They enhance plant tolerance to abiotic stresses, such as water stress, through various mechanisms, including producing substances that hydrate roots.
Mycorrhizae – Nature’s Symbiotic Partners:
A significant player in the soil ecosystem is mycorrhizae, a mutualistic symbiosis between soil fungi and plant roots found in over 80% of vascular plants. This partnership enhances nutrient and water transfer, improves soil structure, and boosts plant vigour. Mycorrhizae secrete enzymes that break down nutrients, making them accessible to plants.
Biological Solutions for Sustainable Agriculture:
Highlighting the potential of microbial products, such as Redox Bactivate 3-5 Liquid and Reox Bactivate Biocult, we witness how specific strains of bacteria contribute to better and healthier soil and enhance overall crop quality. These products demonstrate benefits like improved nutrient uptake, soil-bound nutrient solubilisation, and enhanced environmental stress resistance.
How can we help?
In the intricate dance of soil microorganisms and mycorrhizae, we discover a symphony of life that sustains the very foundation of our agricultural ecosystems. By understanding and harnessing the power of these microscopic wonders, we pave the way for sustainable and resilient agriculture, ensuring the health of our soils and the prosperity of future generations.
Contact us today to explore how our microorganism solutions can contribute to your plant’s success. Your plants deserve the best; we’re here to help you achieve just that.
Article compiled by our Redox Agronomists
Ammonium chloride boasts a rich and ancient history, with its origins traced back to Ancient Egypt, where it was identified in the Temple of Zeus-Ammon. Historical records reveal that the Chinese were already harnessing the versatility of this compound as early as 554 A.D, highlighting its enduring presence throughout the ages.
How do we use it today?
In contemporary times, ammonium chloride plays a pivotal role in various industries. Ammonium chloride is a compound with the chemical formula NH₄Cl. It comprises ammonium (NH₄⁺) and chloride (Cl⁻). The ammonium ion is a positively charged polyatomic ion with the formula NH₄⁺, and the chloride ion is a negatively charged ion with the formula Cl⁻. When these ions combine, they form the ionic compound ammonium chloride. The elements involved in the formation of ammonium chloride are nitrogen (N), hydrogen (H), and chlorine (Cl).

Ammonium chloride plays a crucial part in supporting plant growth and fostering optimal soil conditions for enhanced agricultural productivity.Commercially, ammonium chloride is used as a fertiliser to supply plants with nitrogen and enhance soil structure. Some fertilisers are formulated to combine different compounds for a broader range of nutrients. Calcium-containing compounds, like calcium nitrate or calcium chloride, may be added separately to these fertilisers to improve soil structure and provide calcium as a nutrient to plants. These additional compounds are mixed with ammonium chloride or other fertilisers to create a balanced blend suitable for specific soil and plant requirements.
Surprisingly, ammonium chloride has found its way into the food industry. Beyond its use in baking to impart an exceptionally crisp texture to cookies, it serves as a flavouring agent in dark sweets like salty liquorice, particularly popular in Nordic countries, Benelux, and northern Germany. This adds an exciting and unconventional element to certain types of confectionery.
How can we help?
Redox, a global leader in ammonium chloride distribution, meets the diverse needs of customers worldwide, from Australia and New Zealand to Malaysia, the USA, and Mexico. Responding proactively to market demands, Redox remains committed to satisfying clients’ requirements globally.
Our ammonium chloride is available in various packing sizes, including 25kg and 1000kg bulk bags, coming in a range of grades such as 99.5% min powder/granular and conforming to FAMI-QS and Food Safety Regulation.
Connect with one of Redox’s experts to explore how their offerings can be integral to your sourcing strategy.
Our Partnering Manufacturers